
- 电脑基础视频教程
- 电脑基础知识视频教程
- 五笔字型打字视频教程
- Windows10视频教程
- Word2007视频教程
- Word2010视频教程
- Word2024视频教程
- WPS2024文字视频教程
- Excel2007视频教程
- Excel2010视频教程
- Excel2016视频教程
- Excel2024视频教程
- WPS2024表格视频教程
- PowerPoint2010视频教程
- PowerPoint2024视频教程
- WPS2024演示视频教程
- 二级MS OFFICE高级应用视频教程
- 二级MS Office高级应用与设计视频教程
- Internet基础知识视频教程
- 电脑快捷键视频教程
- 英语基础视频教程
- 动态几何画板GeoGebra视频教程
- PhotoshopCS5视频教程
- PhotoshopCS6精讲视频教程
- PhotoshopCC2015视频教程
- Photoshop基础和实战视频教程
- PhotoshopCC2015实用视频教程
- PhotoshopCC2017基础视频教程
- PhotoshopCS6人像精修与调色视频教程
- PhotoshopCC2018综合案例视频教程
- PhotoshopCC2019平面设计实战视频教程
- PhotoshopCC2020视频教程
- PhotoshopCC2021案例视频教程
- Photoshop2025视频教程
- 淘宝美工视频教程
- 淘宝美工实战视频教程
- 淘宝美工高级视频教程
- CorelDRAWX5视频教程
- CorelDRAW X7视频教程
- CorelDRAW X8商业广告实战视频教程
- CorelDRAW2025视频教程
- IllustratorCS5视频教程
- IllustratorCS6视频教程
- IllustratorCC2017精讲视频教程
- IllustratorCC2017基础视频教程
- IllustratorCC2021案例视频教程
- Illustrator2025视频教程
- UI设计案例视频教程
- 方正飞腾视频教程
- 3dsMAX2011视频教程
- 3DsMAX2012照片级效果实战视频教程
- 3DsMAX2018效果图入门视频教程
- 3DsMAX2020视频教程
- 3DsMAX2021入门到精通视频教程
- 3DsMAX插件视频教程
- AutoCAD2007视频教程
- AutoCAD2011视频教程
- AutoCAD2019施工图视频教程
- AutoCAD2019装饰施工图视频教程
- AutoCAD2020室内设计视频教程
- AutoCAD2022入门到精通视频教程
- AutoCAD2023室内设计视频教程
- CAD复式结构全套施工图视频教程
- CAD室内装饰设计教程
- CAD布局和插件视频教程
- CAD2023全屋家具定制视频教程
- VRay视频教程
- 天正建筑视频教程
- 家装设计视频教程
- 室内设计流程视频教程
- 室内设计师培训视频教程
- 室内设计风格视频教程
- 室内效果图实例制作视频教程
- 软装配饰设计视频教程
- 草图大师室内视频教程
- 草图大师室外视频教程
- SketchUp2018视频教程
- SketchUp2019视频教程
- SketchUp2019室内设计视频教程
- SketchUp2019建筑景观设计视频教程
- SketchUp2021视频教程
- 园林景观设计方案推敲实战视频教程
- 家装预算制作视频教程
- 全屋定制家具设计实战视频教程
- 酷家乐视频教程
- 酷家乐2021入门到精通视频教程
- AutoCAD2007视频教程
- AutoCAD2010视频教程
- AutoCAD2011视频教程
- AutoCAD2024视频教程
- 中望CAD2020机械版视频教程
- AutoLisp视频教程
- Pro/E5.0视频教程
- Creo3.0视频教程
- Creo1.0案例视频教程
- Pro/E钣金视频教程
- Creo3.0钣金视频教程
- Pro/E曲面造型视频教程
- SolidWorks2014视频教程
- SolidWorks2012钣金设计视频教程
- SolidWorks2015自动化设备设计视频教程
- SolidWorks2016动画与运动仿真视频教程
- SolidWorks2022钣金拆图视频教程
- UG NX10.0视频教程
- UG NX11.0视频教程
- UG NX1847视频教程
- UG NX1899视频教程
- UG NX10.0钣金设计视频教程
- UG8.5零件编程视频教程
- UG NX10.0三轴编程视频教程
- UG NX10.0数控编程视频教程
- UG NX12.0数控编程实战视频教程
- UG NX12.0数控编程加工视频教程
- UG NX10.0四轴五轴编程视频教程
- UG NX12.0数控车编程视频教程
- UG8.5塑胶模具设计视频教程
- UG NX12.0模具设计视频教程
- UG8.5曲面设计视频教程
- CATIA V5视频教程
- Mastercam9.1数控编程视频教程
- Mastercam9.1数控车编程视频教程
- Mastercam9.1模具数控编程视频教程
- Mastercam X9视频教程
- Mastercam2017视频教程
- Mastercam2017数控车床编程视频教程
- Mastercam2019数控编程视频教程
- Mastercam2018多轴编程视频教程
- Mastercam2021四轴编程加工视频教程
- Mastercam2021多轴编程加工视频教程
- Mastercam2022视频教程
- 数控手工编程基础视频教程
- 数控车床操作与编程视频教程
- 数控机床手工编程视频教程
- FANUC加工中心操作与编程视频教程
- HyperMILL2018视频教程
- 三菱PLC视频教程
- Inventor2018视频教程
- CimatronE11视频教程
- CimatronE11工厂实例视频教程
- PowerMill2017视频教程
- AlphaCAM2017视频教程
- Rhino(犀牛)5.0视频教程
- 北京精雕JDSoft SurfMill8.0视频教程
- 北京精雕JDSoft SurfMill8.0曲面造型视频教程
- 北京精雕JDSoft SurfMill8.0数控编程视频教程
- 北京精雕JDSoft SurfMill9.0四轴五轴编程视频教程
- Ansys SCDM2025建模视频教程
- PLC与变频器通讯控制视频教程



- 会员:385584601
- 主题:6
- 回帖:3
- 积分:0
- 身份:VIP会员
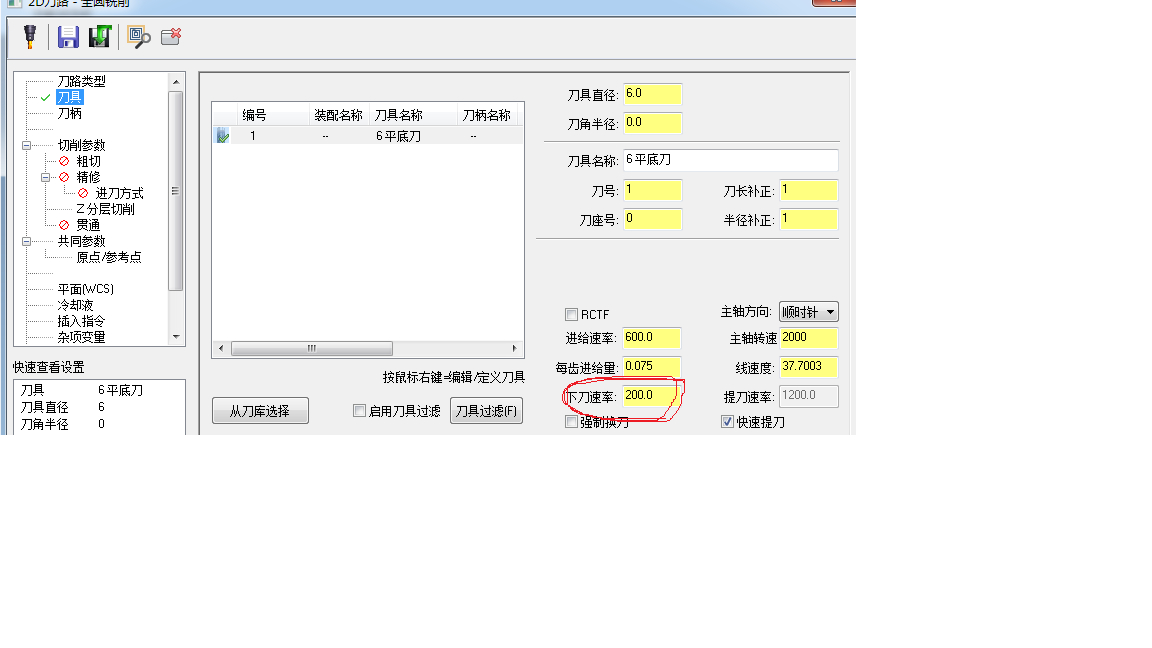
老师你好:我现在要加工一个5.5的孔深度是4mm ,刀具为3mm,用的刀路是全圆铣削,但是在加工的时候Z轴下刀进给F只有3.6,我如何修改这个F值,让他速度快一点下刀,
N100 G21
N102 G0 G17 G40 G49 G80 G90
N104 T1 M6
N106 G0 G90 G54 X-96. Y-74.75 S10000 M3
N108 G43 H1 Z25.
N110 Z2.
N112 G1 Z-2. F3.6
N114 G3 X-96.116 Y-74.695 I-.116 J-.095 F1000.
N116 X-96.266 Y-74.845 I0. J-.15
N118 X-96.232 Y-74.94 I.15 J0.
N120 X-95.884 Y-75.105 I.348 J.285
N122 X-95.434 Y-74.655 I0. J.45
N124 X-95.536 Y-74.37 I-.45 J0.
N126 X-96.116 Y-74.095 I-.58 J-.475
N128 X-96.866 Y-74.845 I0. J-.75
N130 X-96.696 Y-75.32 I.75 J0.
N132 X-95.884 Y-75.705 I.812 J.665
N134 X-94.834 Y-74.655 I0. J1.05
N136 X-95.071 Y-73.99 I-1.05 J0.
N138 X-96. Y-73.5 I-1.045 J-.855
N140 X-97.25 Y-74.75 I0. J-1.25
N142 X-96. Y-76. I1.25 J0.
N144 X-94.75 Y-74.75 I0. J1.25
N146 X-96. Y-73.5 I-1.25 J0.
N148 X-97.25 Y-74.75 I0. J-1.25
N150 X-96. Y-76. I1.25 J0.
N152 X-94.75 Y-74.75 I0. J1.25
N154 G41 D1 X-96. Y-73.5 I-1.25 J0.
N156 G1 Y-74.75
- 会员:786480810
- 主题:7
- 回帖:13
- 积分:0
- 身份:VIP会员
- 会员:lhlllp
- 主题:0
- 回帖:22
- 积分:0
- 身份:普通会员
- 会员:lhlllp
- 主题:0
- 回帖:22
- 积分:0
- 身份:普通会员
- 会员:385584601
- 主题:6
- 回帖:3
- 积分:0
- 身份:VIP会员
- 首页
- 无
- 1
- 无
- 未页
- 共1页
- 第1页
| 发表回复: | |
|
|
|
客服QQ:1760002012 网站合作,意见投诉,业务合作QQ:1820900027 皖ICP备11012175号-2
 皖公网安备34080302000077号
皖公网安备34080302000077号Copyright @ 2011-2026 我爱自学网(安庆市汇智教育咨询有限公司)版权所有 网站地图